摘要:
高压储气瓶主要分为四个类型:
其中,Ⅰ型、Ⅱ型重量与气体容积比大,主要用于工业氧气、氮气瓶,难以满足氢燃料电池汽车的储氢密度要求。Ⅲ型、Ⅳ型瓶因采用了纤维全缠绕结构,具有重量与气体容积比小、单位质量储气密度高等优点,目前已广泛应用于新能源汽车。
超高压储氢气瓶的公称工作压力主要有两个压力级别:35MPa和70MPa。续驶里程和车载气瓶的容积、数量和压力有关,一般在300公里到700公里之间。80MPa超高压储氢气瓶正在研制过程中。
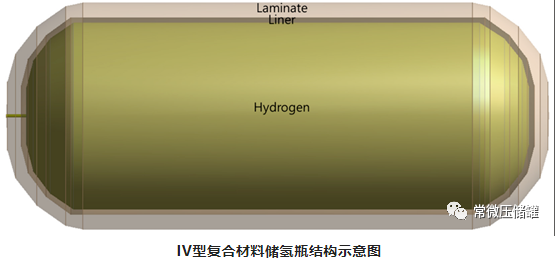
复合材料储氢气瓶由内至外包括内衬材料、过渡层、纤维缠绕层、外保护层、缓冲层。储氢气瓶进行充气的周期可能较长,而氢气在高压下又具有很强的渗透性,所以氢气储罐内衬材料要有良好的阻隔功能,以保证大部分的气体能够储存于容器中。
纤维缠绕层选用碳纤维作为增强材料, 高强度、高模量的碳纤维材料通过缠绕成型技术而制备的复合材料气瓶不仅结构合理、重量轻,而且良好的工艺性和可设计性在储氢气瓶制备上具有广阔的应用空间。

除了最主要的碳纤维材料以外,高压储氢气瓶制备涉及的关键技术如下:
1、内胆设计技术
传统的铝合金内胆在工作压力下始终处于拉应力状态,这是制约气瓶疲劳寿命的关键 。2、碳纤维/树脂基体界面连接技术
碳纤维/树脂基体间界面是影响复合材料性能的关键,而界面脱粘是复合材料失效主要方式之一。由于碳纤维拉伸强度、拉伸模量要显著高于树脂基体,因此碳纤维作为复合材料主承力结构材料,而界面作用体现在外部载荷作用于树脂基体后可以有效转移到碳纤维。3、纤维缠绕成型技术
碳纤维缠绕成型工艺最常用的湿法缠绕。由于其成本较低、工艺性好。湿法缠绕设备主要包括纤维架、张力控制设备、浸胶槽、吐丝嘴以及旋转芯模结构。国际上较先进的六维缠绕技术能够很好地控制纤维走向,实现环向缠绕、旋向缠绕以及平面缠绕相结合。实际生产中多采用旋向缠绕与环向缠绕相结合的方式,环向缠绕可消除气瓶受内压而产生的环向应力, 旋向缠绕可提供纵向应力,提升气瓶整体性能。4、纤维缠绕成型张力控制技术
缠绕成型工艺中需要合理使用张力控制系统,以保障所设计的线型能够正确铺覆并控制纤维含量。通过合理控制缠绕张力,可以提高制品的密实度,从而发挥纤维高强高模特性,提高制品抗内压能力,改善制品的耐疲劳特性。
当选用张力较大时,可以提高纤维含量,但较大的张力会导致外层纤维挤压内层纤维,降低胶含量,影响性能;选用张力较小时,会导致气瓶密实度降低,并产生气泡和缺陷 。选择合适的张力是缠绕成型技术的要点之一,缠绕过程中还需要遵循张力递减原则, 随着缠绕层数的增加不断减小张力,避免外层纤维张力过大将内层纤维压曲折,防止出现内紧外松现象, 保证各层纤维能够均匀受力。
5、高强韧、耐疲劳的高性能树脂基体制备技术
碳纤维储氢气瓶树脂基体不仅需要满足气瓶对力学强度和韧性的要求, 同时由于在长期充气放气的使用环境中,基体容易发生疲劳损伤, 因此需要高强韧、耐疲劳树脂体系以保障气瓶的使用寿命。湿法缠绕成型所用的树脂基体, 除了要满足相应性能外,还要求其在工作温度下具有较低的初始粘度以及在该温度下具有较长的适用期 。

单位名称:山东省特种设备协会账 号:1602023919200059151开 户 行:济南工商银行趵突泉支行税 号:51370000MJD6177755
联系地址:济南市华能路89号山东质监综合服务大厦2楼205室邮政编码:250100传 真:0531-55692988综 合 部:0531-55692989 培 训 部:0531-88023952评 审 部:0531-88023938 学术交流部:0531-88023907
 订阅号
订阅号
 服务号
服务号